
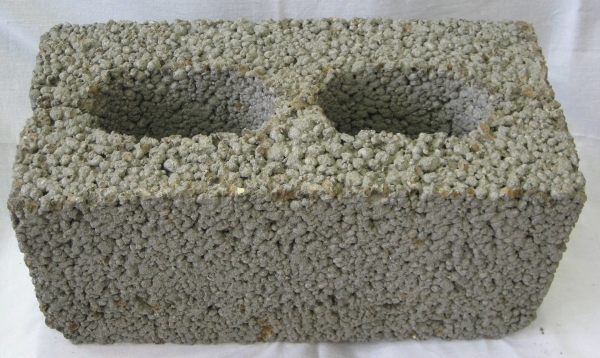
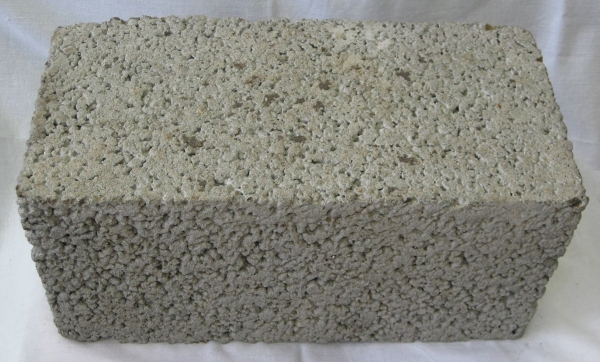
Камни изготавливаются в виде полнотелых и пустотелых прямоугольных параллепипедов.
Средняя плотность пустотелых камней не должна быть более 1650 кг/м3, а полнотелых камней – 2200 кг/м3.
Масса одного камня не должна быть более 31 кг.
Отклонение фактических размеров камней от номинальных не должно превышать: по длине - ± 4мм, по ширине - ±3 мм, по высоте - ±4 мм.
Показатели внешнего вида камней должны соответствовать ГОСТ 6133-99 «Камни бетонные стеновые».
Отпускная прочность камня должна быть: не менее 50% проектной марки – для камней марки 100 и выше; 75% - для камней марки 75 и ниже; 100% - для камней марки 25.
Сырьевые материалы
В качестве вяжущего применяется портландцемент по ГОСТ 10178-85 с содержанием активных минеральных добавок до 20%.
В качестве заполнителей применяются керамзитовый гравий фракции 5-10 мм(или фракции 10-20 мм после процедуры дробления) и строительный песок.
Заполнители должны соответствовать требованиям:
- Строительный песок - ГОСТ 8736-93 ;
- Керамзитовый гравий и песок - ГОСТ 9757-90
Наибольший размер зерен крупного заполнителя должен быть не более 10 мм.
Приготовление бетонной смеси
Для изготовления стеновых камней методом объемного вибропрессования используются бетонные смеси по ГОСТ 7473-10.
Приготовление бетонной смеси осуществляется в соответствии с требованиями СНиП 3.09.01-85.
Для приготовления бетонной смеси используются смесители принудительного действия.
Легкие заполнители дозируются объемно-весовым или объемным методом, плотные заполнители, цемент, воду – по массе. Допускается дозировать воду объемным методом. Отдозированные материалы загружают в бетоносмеситель в следующей последовательности: крупный заполнитель, мелкий заполнитель, цемент, вода. Объем замеса не должен быть более 0,75 и не менее 0,4 полезной емкости смесителя.
Продолжительность перемешивания должна составлять 4-5 минут, в том числе 2-3- минуты после введения воды затворения.
Транспортирование бетонной смеси от смесителя в бункер вибропресса осуществляется непосредственно из смесителя.
Бетонная смесь регулярно подается в бункер вибропресса, так чтобы ее уровень составлял 0,6-0,8 высоты бункера.
Время, прошедшее от приготовления бетонной смеси до ее использования не должно быть более 45 минут.
Формование стеновых камней
В ООО «ТПА Юните» формование стеновых камней осуществляется на вибропрессах типа «ВИП-2ПБ».
Одновременно формуется от 3 до 10 камней в зависимости от типоразмера выпускаемого блока. Процесс формования стеновых камней осуществляется в ручном или автоматическом режимах на металлических поддонах в следующей последовательности:
- Пустой поддон устанавливается на вибростол формующего агрегата механизмом подачи поддонов;
- Нижняя матрица опускается на поддон, фиксируя его на вибростоле;
- Бетонная смесь из бункера вибропресса мерным ящиком подается в зону формования и заполняет матрицу.
Равномерное распределение и предварительное уплотнение отдозированной в матрице смеси обеспечивается одновременным воздействием вертикально направленной вибрации с частотой 50 Гц и амплитудой колебаний до1,5 мм, а также возвратно поступательным движением мерного ящика с размахом до200 мми ворошением смеси внутри мерного ящика подвижной решеткой.
Продолжительность вибродозирования бетонной смеси следует определять из условия обеспечения заданной высоты изделия. Рекомендуемая продолжительность 4-6 секунд.
После возвращения мерного ящика в исходное положение опускается верхняя траверса с пуансоном и происходит уплотнение смеси под воздействием давления и вибрации.
Поддон со свежеотформованными изделиями, механизмом подачи поддонов выталкивается из зоны формования на приемный стол, а на его место подается пустой поддон; цикл формирования повторяется.
Поддоны со свежеотформованными изделиями гидросъемником снимаются с приемного стола и устанавливаются в кассеты. Заполненные кассеты поступают в зону твердения.
Твердение свежеотформованных стеновых камней
Твердение изделий осуществляется в камерах тепловой обработки.
Перед тепловой обработкой изделия предварительно выдерживают при температуре 20±5оС не менее 1 часа.
Подъем температуры до уровня изотермического прогрева должен осуществляться со скоростью не более 25оС в час.
Температура изотермического прогрева должна быть не выше 75±5 оС. Продолжительность прогрева должна составлять не менее 6-8 часов.
Снижение температуры должно осуществляться со скоростью не более 35оС в час.
Допускается твердение изделий из легкого бетона на портландцементе в течение 24 часов в условиях производственного помещения, затем в течение 5 суток (до набора отпускной прочности) на неотапливаемом складе в летнее время года и в отапливаемом помещении в зимнее время.
Затвердевшие изделия отделяют от формовочных поддонов, группируют в пакет на транспортном поддоне и отправляют на склад готовой продукции.
Пакеты стеновых камней должны храниться в штабелях, уложенные на ровные площадки с водоотводам.
Транспортирование и хранение камней должно соответствовать требованиям ГОСТ 6133-99. Погрузка камней навалом и выгрузка их сбрасыванием запрещается.
ООО «ТПА Юните» выпускает стеновые керамзитобетонные и пескоцементные блоки следующих типоразмеров:
|
Фото блока |
Код позиции по прайс-листу |
Наименование и маркировка по ГОСТ 6133-99 |
Размеры мм |
Пустот- ность |
Масса кг |
|
Блоки керамзитобетонные стеновые |
|||||
|
|
1 |
390х190х188 |
40% |
10,5 |
|
|
|
2 |
390х190х188 |
40% |
14 |
|
|
|
3 |
390х190х188 |
35% |
11 |
|
|
|
4 |
390х190х188 |
35% |
14 |
|
|
|
5 |
390х190х188 |
30% |
11,5 |
|
|
|
6 |
390х190х188 |
30% |
11,5 |
|
|
|
7 |
390х230х188 |
30% |
13,2 |
|
|
|
8 |
390х240х188 |
30% |
16 |
|
|
|
9 |
390х280х188 |
30 |
16,5 |
|
|
|
10 |
390х190х188 |
20% |
14 |
|
|
|
11 |
390х190х188 |
0% |
17 |
|
|
|
12 |
390х190х188 |
0% |
19,5 |
|
|
Блоки керамзитобетонные перегородочные |
|||||
|
|
13 |
390х90х188 |
20% |
6 |
|
|
|
14 |
390х90х188 |
20% |
8 |
|
|
|
15 |
390х120х188 |
25% |
8,5 |
|
|
|
16 |
390х90х188 |
0% |
8 |
|
|
|
17 |
390х90х188 |
0% |
9,8 |
|















|
Блоки пескоцементные стеновые |
|||||
|
|
18 |
390х190х188 |
40% |
16 |
|
|
|
19 |
390х190х188 |
35% |
18 |
|
|
|
20 |
390х190х188 |
20% |
24 |
|
|
|
21 |
390х190х188 |
0% |
30 |
|




На сегодняшний день на строительном рынке Москвы и Московской области предлагаются разнообразные виды стеновых блоков, в том числе и те, что изготовлены без соблюдения технологии производства, что влечет за собой потерю качества и прочности изделий.
Наша компания предлагает своим покупателям продукцию (керамзитобетонные и пескоцементные блоки) высокого качества, производимую из сырья ведущих российских заводов. Характеристики выпускаемых ООО «ТПА Юните» керамзитобетонных и пескоцементных блоков (звуко- и теплоизолирующие качества, масса, прочность и т.д.) соответствуют высокому качественному уровню, гарантируя долговечность последующей эксплуатации строений, при возведении которых будет использован данный материал.
